Why CNC Precision Matters for Liquid Cooling Component Reliability
Liquid cooling systems depend on precisely machined cold plates, fittings, manifolds, and bellows interfaces. Small CNC errors can become flow, sealing, and leak-risk problems in production.
AI data centers are pushing thermal management from a supporting design topic into a manufacturing constraint. As server power density rises, liquid cooling hardware has to move heat efficiently while keeping coolant fully contained through long service cycles, vibration, pressure changes, and maintenance handling.
That requirement makes precision machining part of the reliability story. A liquid cooling loop may look like a group of mechanical parts, but its performance depends on small details: microchannel geometry, sealing faces, thread quality, flatness, burr control, deep-hole accuracy, and repeatable assembly interfaces.
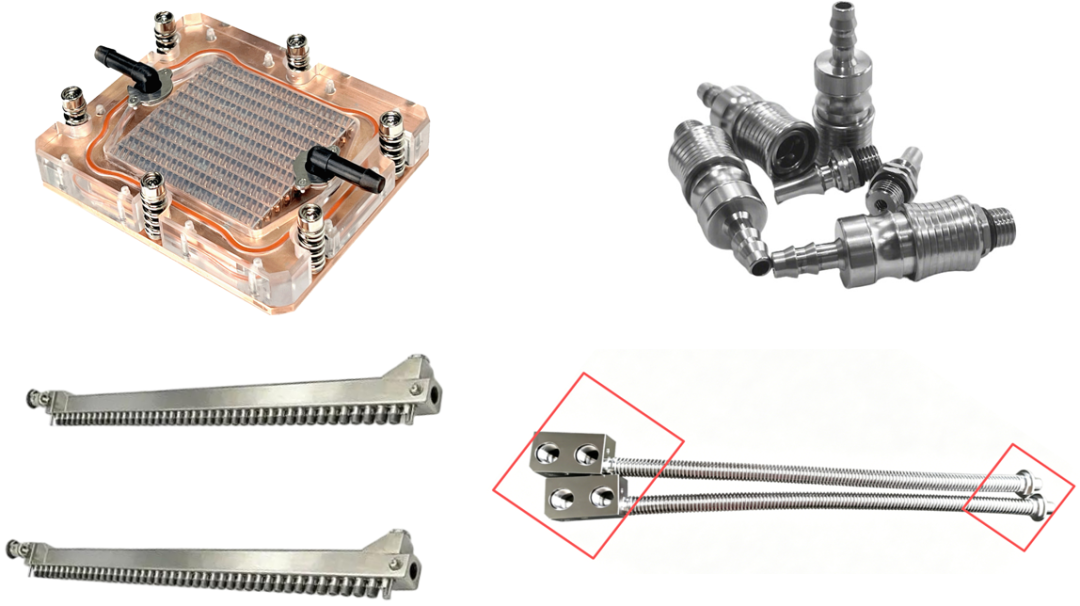
The core component groups are familiar: cold plates that transfer heat away from CPU and GPU packages, fittings that seal and connect the loop, manifolds that distribute coolant across branches, and bellows or flexible lines that absorb movement while keeping the system sealed.
Four Components Carry the Thermal Loop
Cold plates, fittings, manifolds, and bellows interfaces each carry a different risk profile. The cold plate is closest to the heat source, so channel geometry and surface contact matter. Fittings are compact, but they are often the first place a leak appears if the sealing surface, thread, or burr condition is unstable. Manifolds are larger distribution parts, where flatness and branch consistency affect both sealing and flow balance. Bellows sections are flexible, but the end blocks, threaded seats, flanges, and special interfaces still require controlled CNC machining.
For production teams, this means liquid cooling quality is not only about choosing the right thermal design. It also depends on whether the manufacturing process can hold tight tolerances across many parts without adding hidden leak paths.
Cold Plates: Microchannels, Flatness, and Material Stress
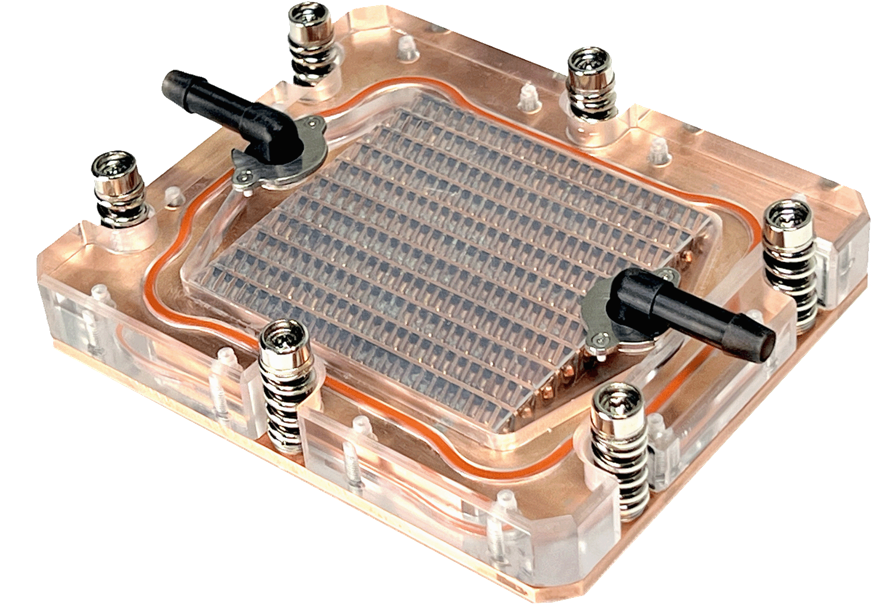
Cold plates are among the most demanding parts in the loop. Their internal channels must move coolant evenly across the heat source, while the external mounting surface has to maintain stable contact with the chip package or heat spreader.
Several machining problems can reduce reliability:
- Narrow channels are sensitive to tool wear, chip evacuation, and wall roughness.
- Thin structures can deform under cutting heat or clamping stress.
- Aluminum, copper, stainless steel, and composite materials each create different tooling and process-control challenges.
- Residual chips or burrs can obstruct flow paths and create downstream contamination risk.
In high-volume production, the difficult part is not making one good cold plate. It is keeping channel geometry, flatness, and cleanliness stable from batch to batch.
Fittings: Small Parts, High Leak Consequences

Fittings are small, but their sealing surfaces carry major responsibility. A local burr, rough sealing face, damaged thread, or inconsistent internal passage can affect the O-ring interface and increase leak risk after pressure cycling or thermal cycling.
The challenge becomes sharper when the fitting uses stainless steel or compact multi-feature geometry. Cross holes, deep holes, thin walls, thread forms, and sealing seats often need to be produced in one controlled process chain. If deburring, tool life, or surface finish drifts, the part may still look acceptable while carrying a latent sealing defect.
For this reason, fittings should be treated as quality-critical parts, not low-risk accessories.
Manifolds: Flow Distribution at Larger Scale

Manifolds distribute coolant from a main path to multiple branches. Their machining requirements are different from fittings because they often combine larger dimensions, many repeated ports, internal passages, and sealing planes.
Key risks include flatness drift, clamping deformation, branch-to-branch variation, and internal roughness that changes flow resistance. In a rack or cabinet-level cooling system, uneven distribution can leave some cold plates under-supplied while others receive more flow than needed. That is a thermal performance issue, but it is also a manufacturing repeatability issue.
The larger the manifold, the more important it becomes to control fixturing, vibration, hole position, and post-machining inspection.
Bellows Interfaces: Flexible Lines Still Need Precision Ends
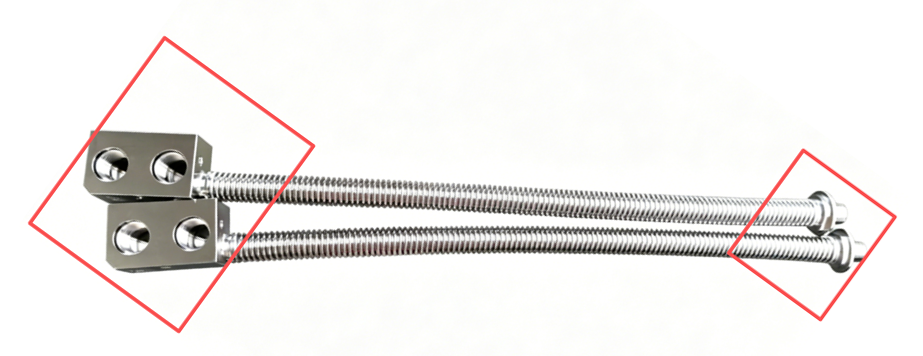
The corrugated section of a bellows line is usually not a CNC-machined feature. However, the end blocks, straight sections, threaded seats, flanges, quick-connect interfaces, and custom adapter features often are.
These interfaces connect a flexible component to a rigid loop. That makes their sealing quality especially important: they must tolerate installation variation and movement without losing the designed sealing condition. CNC precision at the end connection helps determine whether the flexible element can do its job without becoming a leak source.
Market Context: CNC Capacity Is Moving With Liquid Cooling Demand
The liquid cooling supply chain is also pulling CNC equipment makers toward more specialized production needs. Multi-spindle drilling and tapping centers, long-travel profile machining centers, Swiss-type lathes, five-axis machining centers, and high-rigidity gantry systems are all being adapted for cold plates, fittings, manifolds, and interface parts.
The useful market signal is not a single vendor ranking. It is that liquid cooling has moved from a niche thermal solution into a manufacturing volume problem. Suppliers need precision, throughput, material flexibility, and process stability at the same time.
Leak-Free Production Is the Final Gate
CNC machining can create the geometry needed for a reliable cooling loop, but dimensional accuracy alone does not prove sealing integrity. A part can pass visual inspection and still carry a small leak path at a seal, weld, thread, port, or interface.
That is where leak testing becomes part of the production control system. Pressure-based air tightness testing, helium mass spectrometry, and vacuum chamber methods can help manufacturers turn machining quality into a measurable pass-fail process. For liquid cooling components, this link between precision machining and leak testing is central: the goal is not only to make parts that fit, but to make assemblies that stay sealed in real operating conditions.