YouTube Video
Helium Spray Method Video
Short demonstration video for the helium spray method used to localize leaks on evacuated parts.
Open on YouTubeResource Topic
A practical guide to using helium spray testing to localize leaks on evacuated parts with a helium mass spectrometer leak detector.
1 Video
Video Demonstration
YouTube Video
Short demonstration video for the helium spray method used to localize leaks on evacuated parts.
Open on YouTube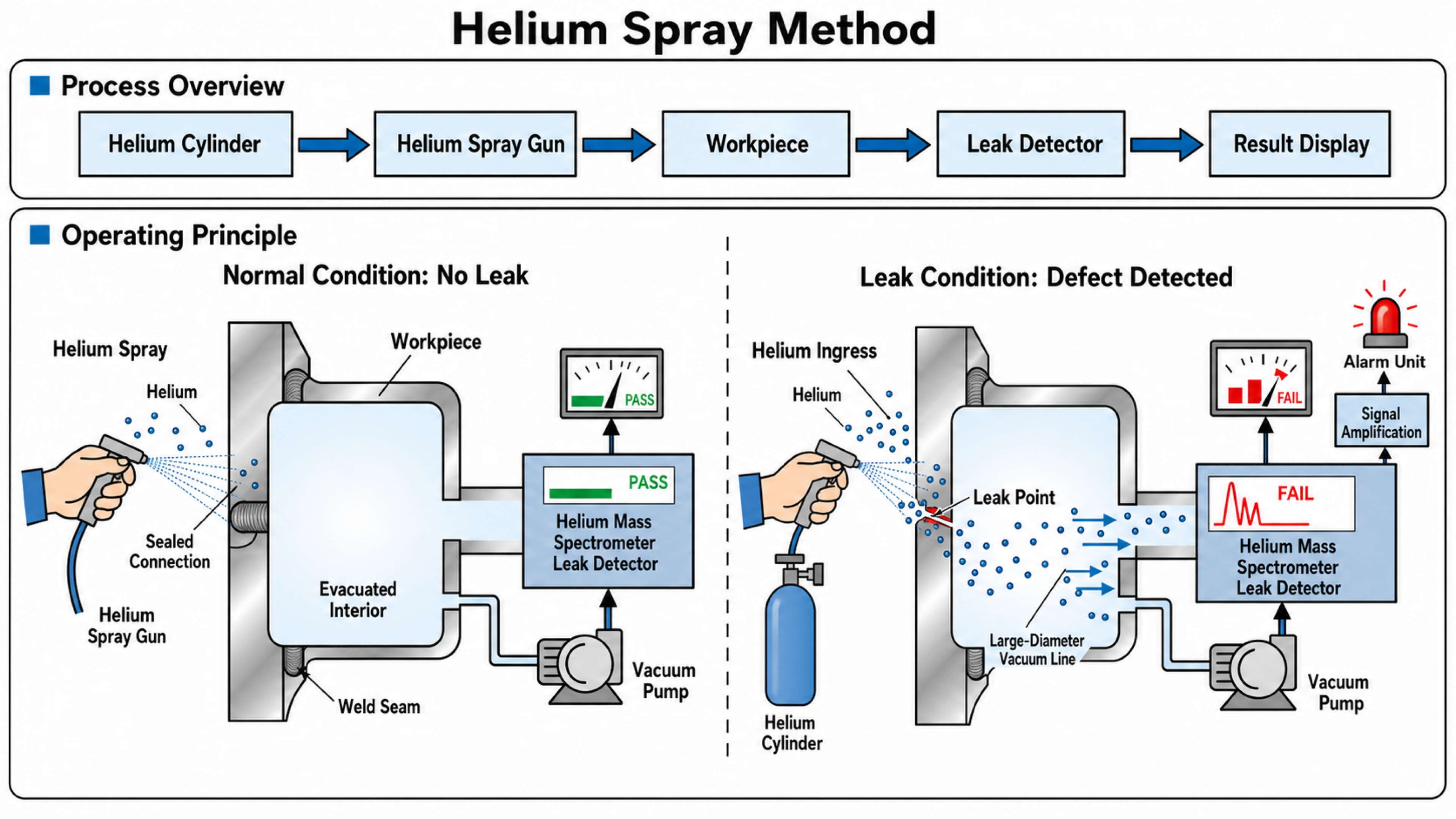
The helium spray method is a vacuum-side tracer gas technique for finding where a leak is located, not only whether a part leaks. The workpiece, vessel, pipe, or sealed assembly is connected to a helium mass spectrometer leak detector and evacuated. Helium is then sprayed onto suspected external surfaces. If a leak path exists, helium is pulled through the defect and detected by the instrument.
For potential customers, the method is valuable because it connects engineering evidence to practical repair decisions. Instead of replacing parts blindly, teams can test weld seams, flanges, threaded connections, brazed joints, seals, ports, and tooling interfaces in a controlled sequence and mark the locations that actually generate a detector response.
Method selection
Use helium spray testing when the part can safely tolerate evacuation and the leak path must be localized from the outside. It is especially useful after a gross leak check, during prototype troubleshooting, after repair, or when a vacuum chamber or production station needs a diagnostic method before final process approval.
Compared with sniffer testing on a pressurized part, the spray method generally gives stronger sensitivity because helium is drawn into the evacuated volume instead of escaping into ambient air and being diluted before the probe can collect it. Sniffer testing remains useful for pressure-side parts and field checks, but the spray method is preferred when the part geometry and process allow vacuum-side testing.
Locate leaks around doors, viewports, feedthroughs, vacuum flanges, welds, valves, and pump connections.
Check brazed seams, headers, tube joints, welded ports, and repair areas after the circuit is connected to a detector.
Inspect sealed tanks, gas-insulated components, vacuum interrupter assemblies, and welded or bolted interfaces.
Confirm whether a recurring leak signal comes from the workpiece, fixture seal, adapter, vacuum line, or test tooling.
Workflow
Seal the workpiece to the leak detector or test fixture, then evacuate it to a pressure range where the detector can operate with stable sensitivity.
Allow the leak detector reading to settle, confirm the system is not saturated by residual helium, and verify that fixture seals are not dominating the signal.
Apply helium from a spray gun to weld seams, joints, connectors, and sealing faces in a controlled order instead of flooding the whole part at once.
A real leak produces a delayed but repeatable rise in the helium signal. The maximum response helps localize the leak zone.
After the first leak is found and repaired, repeat the inspection to find smaller leaks that may have been masked by the original large leak.
Operating principle
The pressure difference between atmosphere and the evacuated workpiece drives helium through any open leak path. The helium travels through the internal volume, fixture, and vacuum line to the mass spectrometer leak detector. The detector separates helium from the gas stream and converts the helium signal into a leak-rate reading or pass/fail indication.
Response time depends on internal volume, line length, conductance, pumping speed, leak size, and the amount of helium applied. Small parts and short lines respond quickly; large cavities and long pipe runs may need a deliberate waiting time before the peak appears.
Sensitivity
The Wayeal SFJ-231 supports both vacuum-mode and sniffer-mode leak detection. Vacuum-side testing can reach much lower detectable leak rates than sniffer-mode localization because the detector is connected directly to the evacuated test volume.
Sniffer sensitivity is affected by leak shape, probe distance, probe angle, scanning speed, nozzle shape, suction capacity, and the helium background concentration in the surrounding air. Those same practical factors still matter during spray testing, but the vacuum connection gives the spray method a more direct measurement path when the part can be evacuated.
Result stability
Precautions
Applications
Evaporators, condensers, compressor housings, refrigerant lines, valves, and brazed heat-transfer assemblies.
Cooling plates, manifolds, welded housings, connector blocks, and liquid-cooling circuits after assembly or repair.
Vacuum chambers, process modules, flange stacks, gas panels, weldments, and high-vacuum connection points.
Gas-insulated tanks, switchgear components, welded enclosures, sealed pole parts, and connector interfaces.
Wayeal support
A good helium spray result comes from matching the detector, fixture, vacuum connection, operator sequence, and acceptance criteria to the actual product. Wayeal can support method selection, detector configuration, tooling review, commissioning, operator training, and troubleshooting for production or laboratory use.
For customers planning a new process, the useful starting information is the part material, dimensions, internal volume, target leak rate, allowable vacuum level, production takt time, expected leak locations, and whether the final process should be manual, semi-automatic, or integrated into a production line.
Share your workpiece drawings, target leak rate, cycle time, and current leak-test problem. Wayeal can help choose between helium spray, sniffer, vacuum chamber, and integrated production testing.
Discuss Your ApplicationShare your part size, material, target leak rate, cycle time, and production workflow. Wayeal will recommend a professional helium leak detection configuration for your application.